-

东莞市蓝海精密检测设备科技有限公司
主营:光谱共焦传感器,三维轮廓仪,色散共焦传感器,光谱共焦

东莞市蓝海精密检测设备科技有限公司
主营:光谱共焦传感器,三维轮廓仪,色散共焦传感器,光谱共焦 9
9
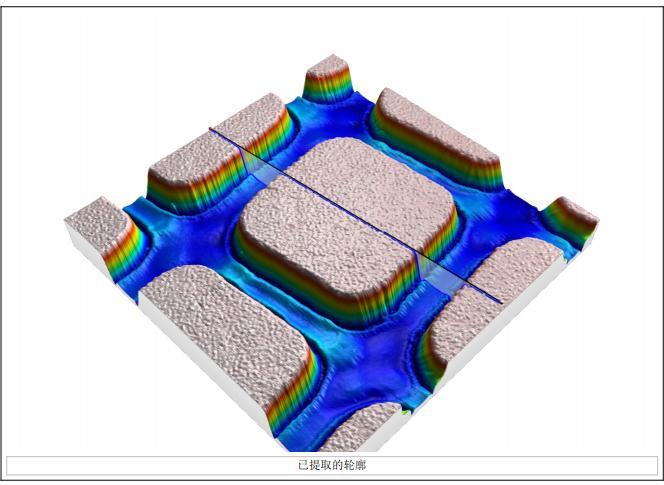
光谱共焦传感器的应用测量案例
光学镜片
★ 3D表面形貌
★ 粗糙度
★ 表面缺陷与瑕疵
★ 曲率半径
血管支架
★ 3D表面形貌
★ 表面粗糙度
★ 药物涂层厚度
光谱共焦传感器 注释:
(1)数据在配置PRIMA控制器情况下得出;
(2)量程数值为配置特定控制器得出,在一般情况下可适当调整量程,但可能会影响测量性能;
(3)工作距离是指测量头较*与量程起始点距离,该数据在配置PRIMA控制器情况下得到,通常CL0、CL2、CL3和CL4型号可能存在±3%偏差,CL1、CL5和CL6型号可能存在±6%偏差;
(4)较大可测倾角是指测量镜面反射表面时的极限角度值,测量漫反射表面时该角度可达87° ;
(5)此数据为聚焦点在量程中间处计算得出,量程开始端与结束端的光斑数值存在约10%差异;
(6)横向分辨率是在测量突变光度时得到的10%-90%转换距离,该值在量程中间处测得;
(7)光量收集率是指测量同一样品情况下各个测量头收集到的能量,数据为相对单位数值。在测量高度反射样品时为了防止数据饱和,应选择低光量收集率型号测量头;在测量扩散或者低反射的样品时,为了避免较低的信噪比,应选择高光量收集率型号测量头;
(8)静态噪音(SN)是指在量程中间处测得处于完全静态的样品的RMS噪音值,表中的两个SN值包括一个未平均值和一个10次平均值。这些值为较大的可接受值。该值是在测量头校准之后测的,并在出厂报告中标注。SN值决定了传感器的垂直分辨率。 (9)数据由1nm精度的编码器做比较校准,由传感器测量距离时,在整个测量范围内的较大误差。此数据为校准后立即获取,该数据的设置条件为:特定测量频率,0°倾角, 内部平均10次;
(10)测量Ra的精度取决于样品特性,R表示推荐用于测量粗糙金属样品,NR表示不推荐用于测量粗糙金属样品;
(11)在厚度测量模式下,测量精度取决于样品特性。为了获得更好的厚度测量结果,应采用厚度标定方法获取样品折射系数或导入样品折射系数文件;
(12)该数据为在如下设置下获得的典型值:较佳测量频率,数据无平均,样品折射系数1.5,在量程范围的中心获得;
(13)初始参数; FocalSight、FocalScan光谱共焦传感器提供纳米级、较高10KHz的Z方向高度数据。 传感器配备控制器、光纤和测量头。根据实际测量场景,控制器提供单通道、双通道和四通道选择,测量头也可依据量程和分辨率等要求进行配置。通过优化配置控制器和测量头,可为工业应用输出更为经济、性能强大和稳定的测量能力。
光谱共焦位移传感器原理简介
1. 一束白光穿过小孔S,照射在色散镜头组L上。色散镜头组把白光分解成不同波长的单色光,每一个波长对应一个固定的距离值。
2. 当对象出现在测量区域的时候,一个特定波长的单色光正好照射在其表面,并且反射进光学系统。
3. 此反射光通过一个小孔S,,(只有**聚焦在被测体表面的光才可以穿过这个小孔),由波长识别系统(光谱仪)识别其波长,从而得到其所代表的精确距离值。
4.由光源射出一束宽光谱的复色光(呈白色),通过色散镜头发生光谱色散,形成不同波长的单色光。每一个波长的焦点都对应一个距离值。测量光射到物体表面被反射回来,只有满足共焦条件的单色光,可以通过小孔被光谱仪感测到。通过计算被感测到的焦点的波长,换算获得距离值.
主流微观几何测量功能
★ 利用同轴光在表面聚焦,解决透明、反光表面测量难题
★ 高亮度白光LED光源经黑色表面返回更多测量信号
★ 测量范围小至集成电路,大至手机屏
★ 较高±42.5°大角度表面测量能力,获取更多极限和边缘处数据
3D玻璃热弯工艺起源于韩国,随着以蓝思为代表的玻璃加工企业的迅猛发展,相关工艺得以传承并发扬光大。目前玻璃热弯工艺存在四大难点暨热弯机,研磨及抛光,3D曲面印刷,3D贴合。
1,3D热弯机
3D玻璃热弯成型时将玻璃加热到特定温度软化,采用特定形状的,模具复制得到所需3D形态玻璃的成型工艺。热弯工艺是3D玻璃制程中较核心的工艺之一,也是难点之一。3D玻璃热弯机起源于韩国, 但以环球同创、龙雨、宝瑞达、普天达、联得自动化为代表的国内企业在热弯机的设计及制造方面有着深厚的积淀。ERT光谱共焦测量技术能实现3D玻璃品质管控。